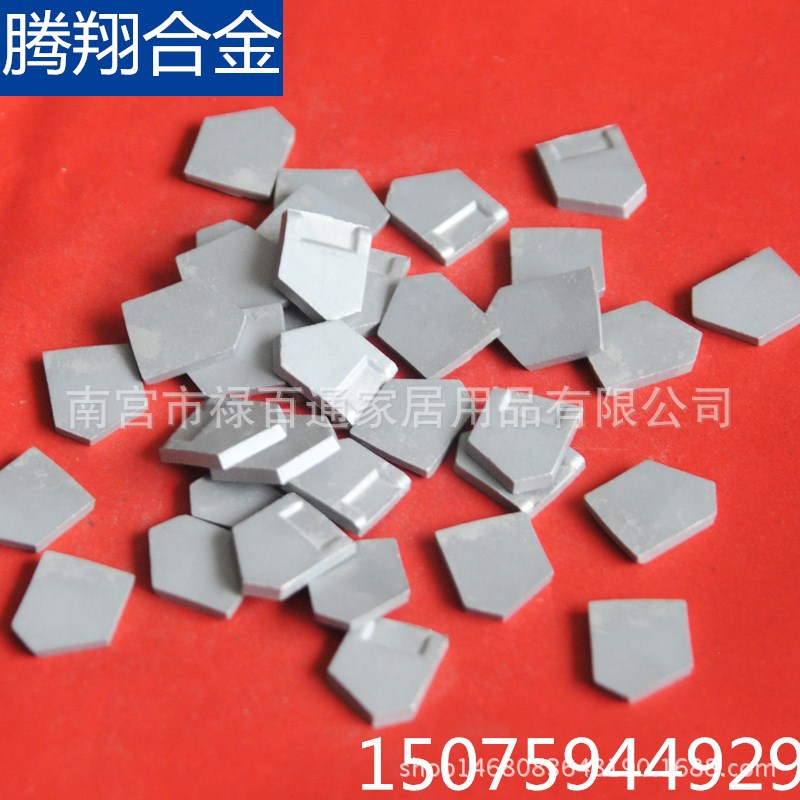
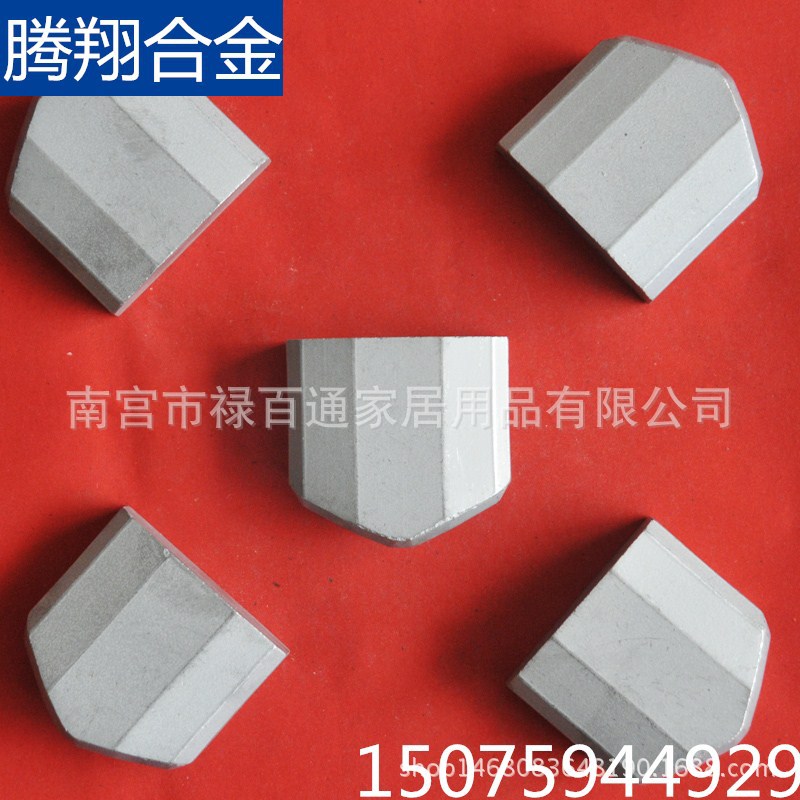
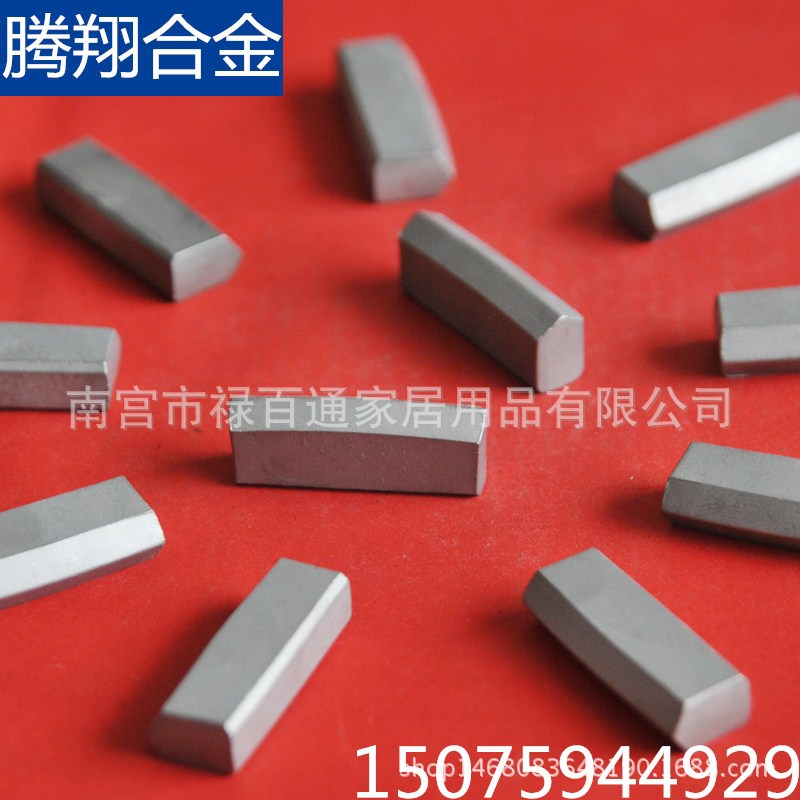
Твердосплавный геологический исследовательский сплавный лезвие, малое восьмиугольное лезвие Yg6 Yg8 Yg11C T107
Offer ID: 566075540157
Статистика продавца
Свойства товара
Описание товара




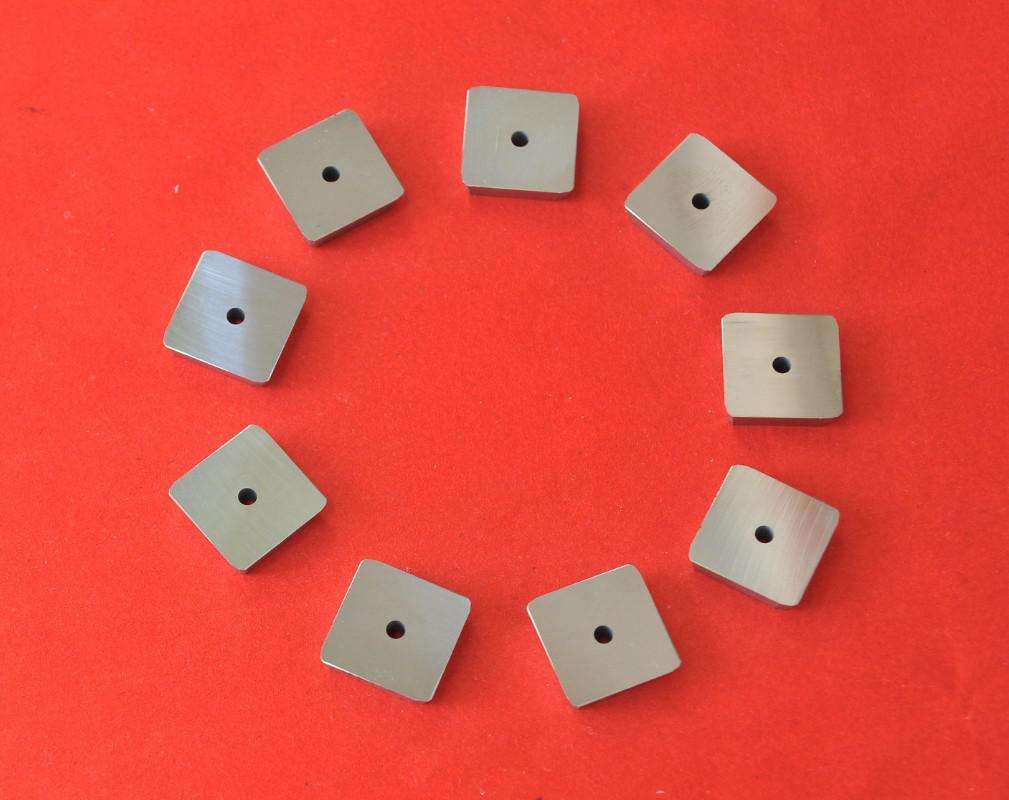


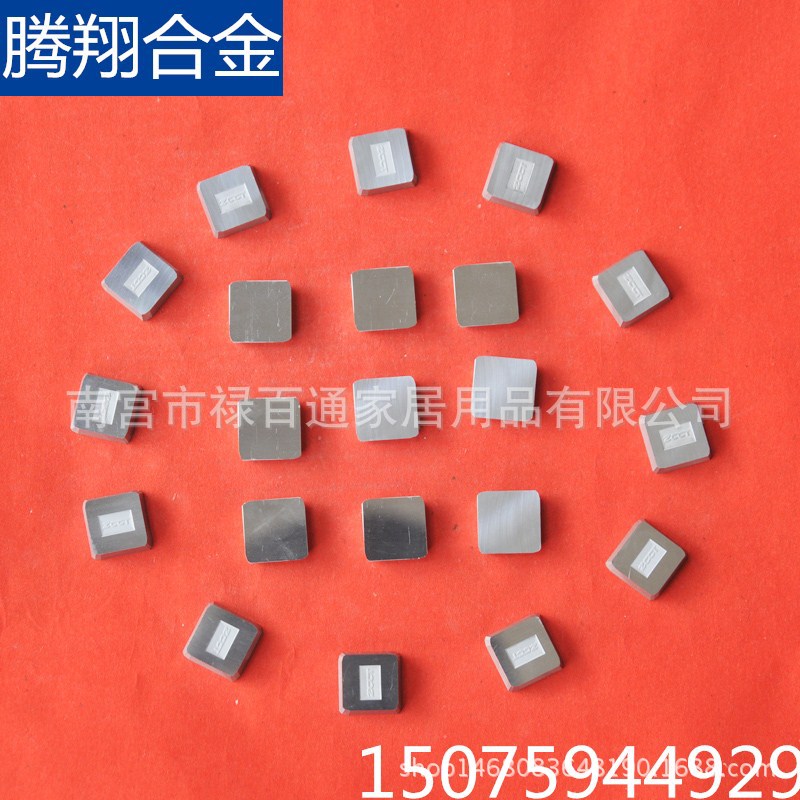
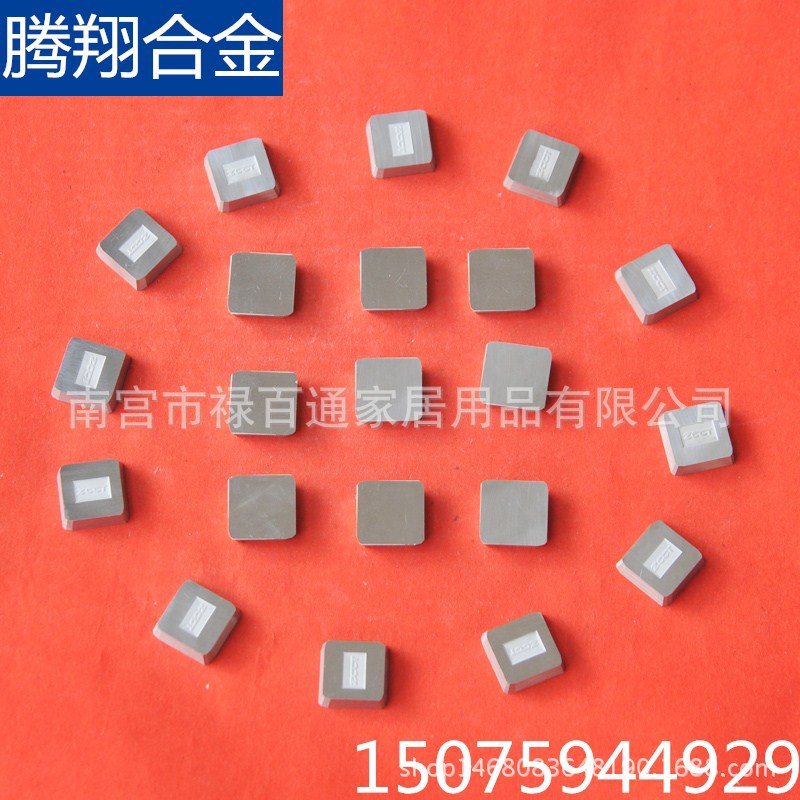
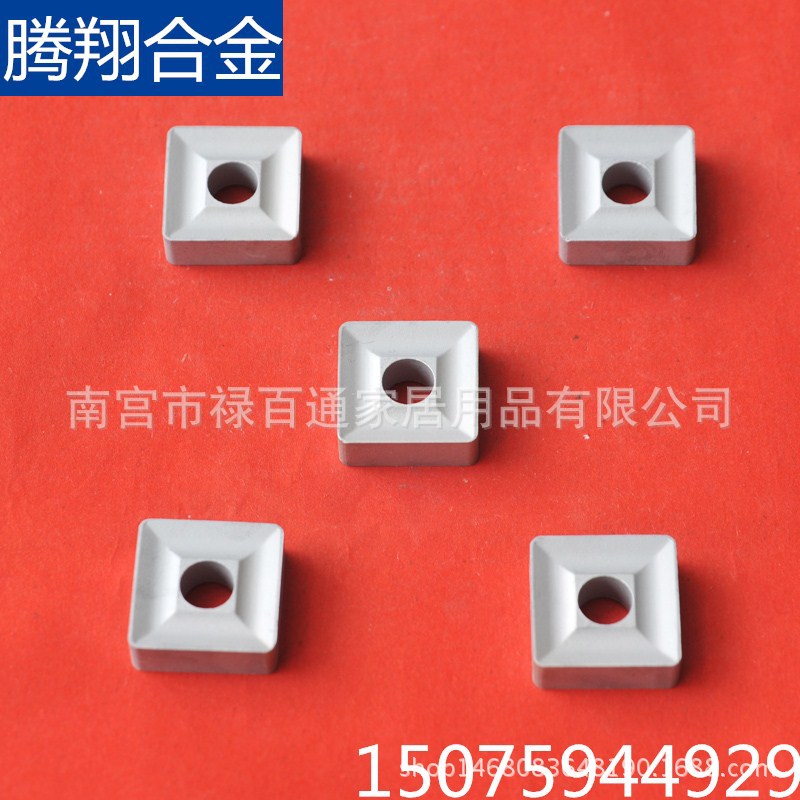
硬质合金焊接刀头 株洲硬质合金刀粒 产品详情:
1. 50年的合金模具设计经验,保证产品尺寸精准。
2. 先进的生产设备确保刀片质量过硬。喷雾干燥、自动压机、脱蜡—真空烧结一体炉等。
3. 技术配方及工艺制度成熟,保证刀片质量水平稳定。50余年的工艺技术,久经时间和客户的检验。
4. 焊接性能优异,不开裂,不影响使用性能。
5. 铣削刀片及可转位刀片经过精磨之后,表面粗糙度不低于1.25μm,刀片内孔尺寸偏差±0.13mm。































联系电话:15075944929
部分国内硬质合金牌号: YD15 YG3X YT14 YG6A YG8N YS8 YC45 YT30 YW3 YG6X YC201 YT05 YT5 YW1 YG8 YW2 YG6 YG3 YM201 YS2T YS25 YT5R YD201 YC35 YS30 YT15 YS10 YC40 YT726 YT798 YT715 YT767 YT758 YG813 YG640 YD05 等产品。
供应湖南株洲钻石牌、四川自贡长城牌、四川自贡科瑞德牌、江西章源牌、河北南宫合金、河北清河合金、济南研究所硬质合金、江西天合牌、湖南株洲精诚牌、哈尔滨等各类硬质合金产品。
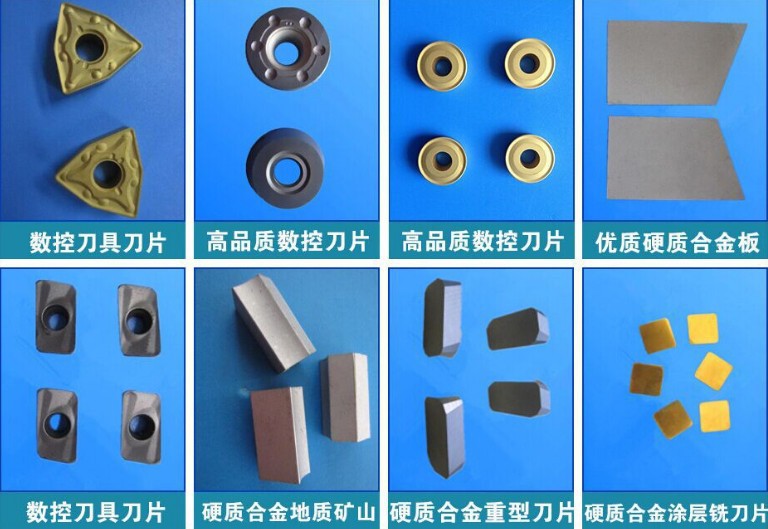
生产硬质合金机夹刀片、数控刀片、焊接刀片、精磨铣刀片、地质矿山、合金板、合金条、合金圆棒、铸造碳化钨焊条和各种非标产品。
YT15(P10)硬度≥91适于碳素钢与合金钢连续切削的半精车及精车.断续切时的精车.旋风车丝,连续面的半精铣和精铣,孔的粗扩与精扩。
YT14(P20)硬度≥90.5适于对碳素钢与合金钢不平整面进行连续切削时的粗车,间断切削是的半精车与精车,连续面的粗铣,铸孔的扩钻等。
YT5(P30)硬度≥89.5适于碳素钢与合金钢【包括锻件。冲压件及铸件的表皮】不平整面切削时的粗车。粗刨,半精刨,粗铣等。
YT30(P05)硬度≥92.5适于碳素钢与合金钢的精加工,如小断面精车、精镗、精扩等。
YT05(P05)硬度≥92.5适于淬火钢、合金钢和高强度钢的精加工和半精加工。
YG3(K01)硬度≥90.5适于铸铁、有色金属的精加工的半精加工。
YG3X(K01)硬度≥91.5适于铸铁、有色金属及其合金的精车、精镗等。
YG6(K20)硬度≥89.5适于铸铁、有色金属及其合金、非金属材料的精加工的半精加工。
YG6A(K10)硬度≥91.5适于铸铁、有色金属及其合金半精加工。
YG8(K30)硬度≥89.0适于铸铁,有色金属及其合金,非金属材料不平整表面和间断切削时的粗车,粗刨,粗铣,一般孔和深孔的钻扩,扩孔。
YG8N(K20K30)硬度≥90适于铸铁及有色金属的粗加工,亦适用于不锈钢的粗加工的精加工。
YG6X(K10)硬度≥91.0适于合金铸铁.普通铸铁的精加工及半精加工。
YW1(M10)硬度≥91.5适于耐热钢,刚猛钢,不锈钢及合金钢等难加工钢材的加工,也适于普通钢材,铸铁的加工.
YW2(M20)硬度≥90.5适于耐热钢、高锰钢、不锈钢及合金钢等难加工钢材的加工,也适于普通钢材、铸铁的加��。
YW3(M10M20)硬度≥92用于不锈钢、合金钢、高强度钢、超高强度钢的精加工和半精加工。亦可在冲击力小的情况下粗加工。
YS25(P25)硬度≥90.5适于碳素钢,铸钢,高锰钢,高强度钢的及合金钢的粗车,铣削和刨削。
YS30(P30)硬度≥90.5适于大走刀高效率铣削各种钢材,尤其适合合金钢的铣削、滚齿。
YS8(M05)硬度≥92.5适用于铁基、镍基高温合金,高强度钢的精加工,冷硬铸铁、耐热不锈钢、高锰钢、淬火钢的精加工。
YD05(K01)硬度≥93专用于加工各种镍基、钴基、铁基及含碳化钨自溶性喷涂合金材料。
YD15(K10K20)硬度≥91.0适于精车、办精车钛合金、镍基高温合金,也适于加工各类铸件。
YD101 适于铸铁、有色金属,尤其是铝材的精加工、半精加工,亦可加工锰钢、淬火钢等硬质材料。
YT726 硬度≥93 红硬性高,耐磨性好。适于冷硬铸铁、淬火钢的车削、铣削。
YT798 硬度≥92.2 韧性好,具有很高的抗热震裂和抗塑性变形能力。适于铣削合金结构钢、合金工具钢,也适于高锰钢、不锈钢的加工。
B60(K01)硬度≥92石油管螺纹加工疏刀专用。
YM051(M05)硬度≥92.5用于铁基、铁镍基耐热合金、高强度钢和高锰钢的精加工,亦可用于不锈钢、淬火钢的切削加工。
YM052(M05)硬度≥92.5用于淬火钢、高强度钢、耐热不锈钢、高锰钢、冷硬铸铁的切削加工。
YM053(M05)硬度≥92.5用于高镍冷硬合金、球墨冷硬铸铁、白口铸铁的精、粗加工,亦适于一般铸铁的粗、精加工。
YM10(M30-K30)硬度≥91.5适于不锈钢的精加工,亦适于碳素钢、合金��(除镍基外)、调质钢的精加工。
YS2T(M10-P10)硬度≥91.5适于低速粗车、铣削镍基、钴基高温合金、耐热不锈钢、钛合金、作切断刀及丝锥尤佳。
YD777(M05)硬度≥92适于球墨铸铁与灰口铸铁、加工锰钢、淬火钢等硬质材料。
YT715硬度≥92.5有较高的耐磨性和红硬性,适于高强度合金钢的半精与精加工。
YC10适于钢、铸钢的精加工和半精加工,宜采用较高切削速度和中、小进给量,也可作仿形车削。
YC40适用于钢、铸钢的强力切削,宜在恶劣的条件下采用低切削和大进给量切削加工。
YD101适用于铸铁、有色金属尤其是铝材的精加工、半精加工,,亦可加工锰钢、淬火钢等硬质材料。
YD201适用于航空工业有锐利刀刃要求的刀具。亦采用中切削速度和较大进给量。具有良好的耐磨性和韧性。
YT767硬度≥92.8耐磨性高、抗塑性变形能力好。适于高锰钢、不锈钢的连续和间断切削。
YT758硬度≥92.5高温硬度好,耐磨性好。适用于超高强度钢的连续和间断切削。
YT535硬度≥91耐磨性、红硬性高于YT540并有较高的使用强度。适于铸、锻钢的连续粗车、粗铣。
YG522硬度≥92.5耐磨性好,使用强度高,是竹木加工专用牌号,其使用寿命高,并可用于有金属和非金属材料的切削加工。
YG546硬度≥90.5韧性好,使用强度高,能承受较大的冲击负荷,适于不锈钢、铸铁粗加工。
YG610硬度≥93.5具有良好的热强性和高耐磨性。适于铸铁、高温合金、淬火钢等材料的连续和简短切削。
YG640硬度≥91.5具有良好的热强性和高耐磨性,抗冲击、抗氧化能力好。适于大型铸件的连续、间断切削和耐热钢、高强度钢铣削、刨削。
YG813硬度≥92耐磨性好,较高的抗弯强度和抗粘结能力。适于加工高温合金、不锈钢、高锰钢等材料。
更多详情(牌号、型号及其参数)
保证正宗产品、。 加工定做各种非标异形产品〖备注〗
:
因为型号和牌号甚多,网站未能一一列出,如需要其他规格型号的焊接、机夹、数控刀片. 因为专业,值得信耐,济华人专业,敬业,为您提供优质优价的产品。由于篇幅所限,所有型号未能一一列出,
敬请谅解,所出示价格为参考价格,具体型号价格请与本人联系洽谈,量大优惠,需要联系电话 :15075944929敬请咨询!
硬质合金焊接刀头 株洲硬质合金刀粒 的九个使用要点:
1、焊接式切削刀具结构应具有足够的刚性
足够的刚性是以最大允许的外形尺寸以及采用较高强度的钢号和热处理来保证.
2、硬质合金刀片应固定牢靠
硬质合金焊接刀片应有足够的固定牢靠程度,它是靠刀槽及焊接质量来保证的,故要根据刀片形状及刀具几何参数选择刀片镶槽形状.
3、认真检查刀杆。
在将刀片焊接至刀杆上以前须要对刀片,刀杆进行必要的检查,首先应检查刀片支承面不能有严重弯曲.硬质合金焊接面不得有严重渗碳层,同时还应将硬质合金刀片表面及刀杆镶槽中的污垢进行清除,以保证焊接牢靠.
4、合理选用焊料
为了保证焊接强度,应选择合适的焊料.在焊接过程中,应保证良好的湿润性和流动性,并排除气泡,使焊接与合金焊接面充分接触,无缺焊现象.
5、正确选择焊接用熔剂
建议采用工业硼砂,在使用前应在烘干炉中进行脱水处理,然后进行碾碎,过筛去除机械杂物,待用.
6、选用网状补偿垫片
在焊接高钛低钴细颗粒合金及焊接长而薄的合金刀片时,为减少焊接应力,建议采用厚度为0.2- -0.5mm的薄片或网孔径2--3mm的网状补偿垫片进行焊接.
7、正确采用刃磨方法
由于硬质合金刀片脆性较大,对裂纹形成敏感性强,所以刀具在刃磨过程中应避免过热或急冷,同时还要选择合适粒度的砂轮及合理的磨削工艺,避免产生刃磨裂纹,影响刀具使用寿命.
8、正确安装刀具
在安装刀具时,刀头伸出刀架的长度应尽量小,否则,容易引起刀具震动,从而损坏合金片.
9、正确重磨、研磨刀具
刀具使用达到正常磨钝时,必须进行重磨,重磨后的刀具,一定要用油石对刃口及刀尖圆角进行研磨,这样会提高刀具的使用寿命及安全可靠性。