Прямые продажи химический никелевый раствор для покрытия ультраяркие никелированные изделия, производитель никелевого концентрата ABC
Offer ID: 562376989877
Статистика продавца
Свойства товара
Описание товара

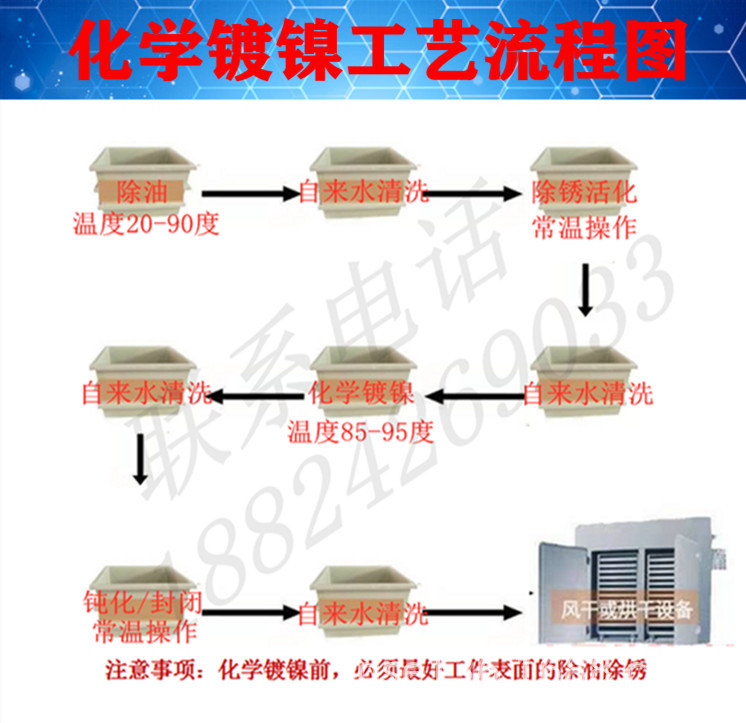
铁材光亮高速化学镍工艺操作流程详解
1. 热浸除油:用除油粉1KG加10KG自来水,溶解后使用。温度40-80度,零件放入除油液中浸泡直至工件无油污。除油效果检查标准:零件表面的水膜均匀分布(表面亲水)表明油污已去除,如果零件表面的水膜有聚积现象(形成水珠现象),则证明零件表面还有油污存在,需继续清洗至干净为止。
2. 水洗:用自来水清洗干净。
3. 二合一除锈活化剂:以配制100升除锈活化液为例:取除锈活化剂20升缓慢倒入80升自来水中均匀搅拌即可。零件放入除锈活化剂中浸泡直至锈斑干净。(注:锈斑严重的可提高配比浓度)
4. 水洗:用自来水清洗干净。
5. 化学镀镍:配制100升镀液为例:先将纯净水79升(即79%)加入塑料池(或烧杯)中,加入化学镀镍浓缩液B 15升(即15%)和化学镀镍浓缩液A 6升(即6%),搅拌均匀后用石英发热管(或电热炉)加温至85-95度,生产中需保持温度在85-95度之间,根据零件要求的镀层厚度确定浸泡时间,通常20分钟后零件单面增厚5微米。生产过程中浓度会慢慢降低需要补加药水保持镀液浓度,补加方法即浓缩液A1升与浓缩液C1升 ,两种混合一起搅拌均匀,成为补加液,等待后补加 。以100升工作液补加方法,生产过程中20-30分钟倒500-800毫升补加液 勤加少放如果是喷砂零件,上镀面积较大,消耗需要加倍,用3.8-5.4范围PH试纸检测PH酸碱度,如果PH值低于4.4,加入少量稀氨水(把浓氨水加纯净水稀释2倍以上),保证PH值在4.4-5.1正常范围内。
6. 水洗:用自来水清洗干净。
7. 钝化保护:配制100升钝化工作液为例:取钝化剂浓缩液15-20升缓慢倒入80升自来水中均匀搅拌即可使用,常温浸泡1-10分钟即可(将钝化液加温至60-80度,零件表面防锈性能提高2倍以上)。
8. 水洗:用自来水清洗干净。
9. 封闭脱水:用封闭剂1公斤加10公斤水即可使用,浸泡1-2分钟后滴干10-20秒,再进入下一道水洗。
10. 水洗:用自来水清洗干净。
11. 干燥:取出后马上用无油压缩空气吹干。小零件可以用离心机甩干或用烘箱烤干。
12. 零件冷却后方可包装出货。
工艺维护要求:
日常操作中,需少量补充各工序中工作液的浓度,清理各工序药水中的污染沉积物或更换部分老化药水;
生产中,零件会吸收镀液中的镍金属离子,浓度会慢慢地降低,需要用化学镍浓缩液A与化学镍浓缩液C按体积1比1添加补充浓度后即可继续生产。
水位下降加纯净水